Our manufacturing process
We are proud to build our turntables in Woburn, Massachusetts - a small city 9 miles north of Boston. By doing all assembly right here, we are able to continuously improve our product and our process. Here is a glimpse of what goes into building an Orbit.

Welcome to U-Turn Audio, located on a small road off Main Street. We share our building with a cabinet maker and a leather distributor. We have been in this space since July 2014, after a fire forced us to leave our old facility down the block.

Every Orbit starts as a blank plinth. We use a CNC router to drill the hole patterns on the plinth, and then we drill out the hinge holes by hand. Our plinths come cut and powder coated from Minnesota.

Once the holes are drilled, we install the Orbit's components (circuit boards, tonearm, main bearing, and feet) onto the plinth. Elsewhere on the floor, sub-assemblies are being built and fed to the main assembly line for installation. Altogether, our process consists of 20 assembly stations that work in harmony to produce over 200 unique turntable configurations.

Prior to tonearm installation, we use a computerized press to firmly secure the nameplate. With the press lowered, Jeff fastens the dust cover hinges with a torque-controlled screwdriver and prepares to install the power switch.

We have a separate assembly line for tonearm production. Outhai, Patrick, and Dan work together to solder the tonearm wires, assemble the pivots, and install and calibrate the cartridges and counterweights.

Tonearm assembly requires a high level of skill and attention to detail. We perform checks and measurements along the way to ensure optimal bearing performance and verify electrical connections.

Complete tonearm assemblies are installed on the main line. Here, Dan solders the tonearm wires and ground wire to the PCB.

Motors are thoroughly screened for noise before the rubber motor mount and pulley are attached. The motor assembly is then installed on the plinth and connected to the motor PCB.

Each Cue is assembled by hand using precision CNC-turned parts from our machine shop in Connecticut. We use specialized damping grease to keep the Cues working as smooth as butter.

Chelsea uses a bench lathe to machine the spindle so that the platter sits perfectly flat on it. Once the platter is installed, we use a digital microscope and imaging software to make sure there is no wobble.
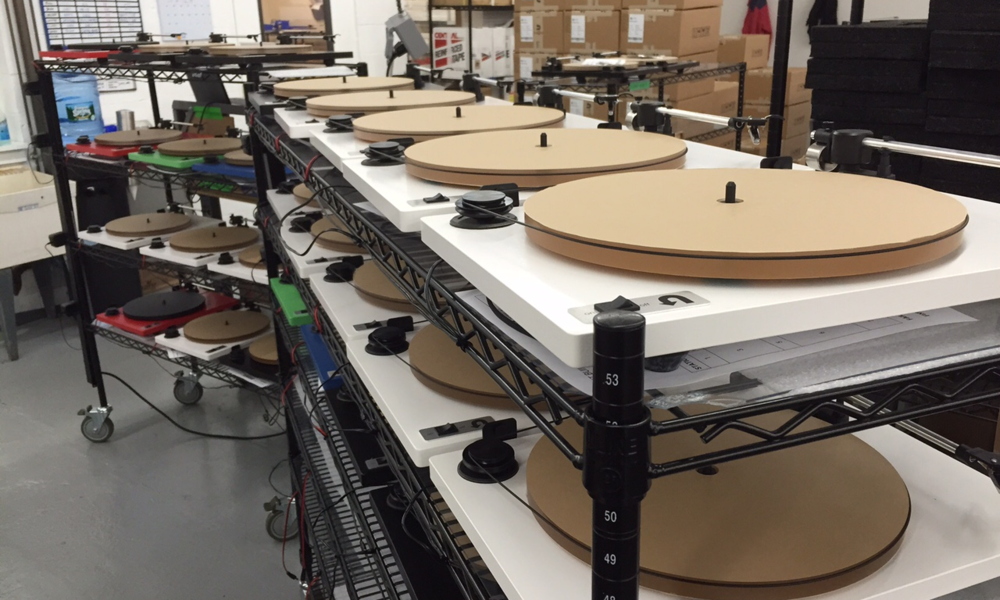
Following main assembly, we perform an initial inspection (tonearm calibration, rumble, wow & flutter, proper belt tension, etc) before placing the turntable on a burn-in cart. Here, each table will run for at least 2 hours before going through final inspection.
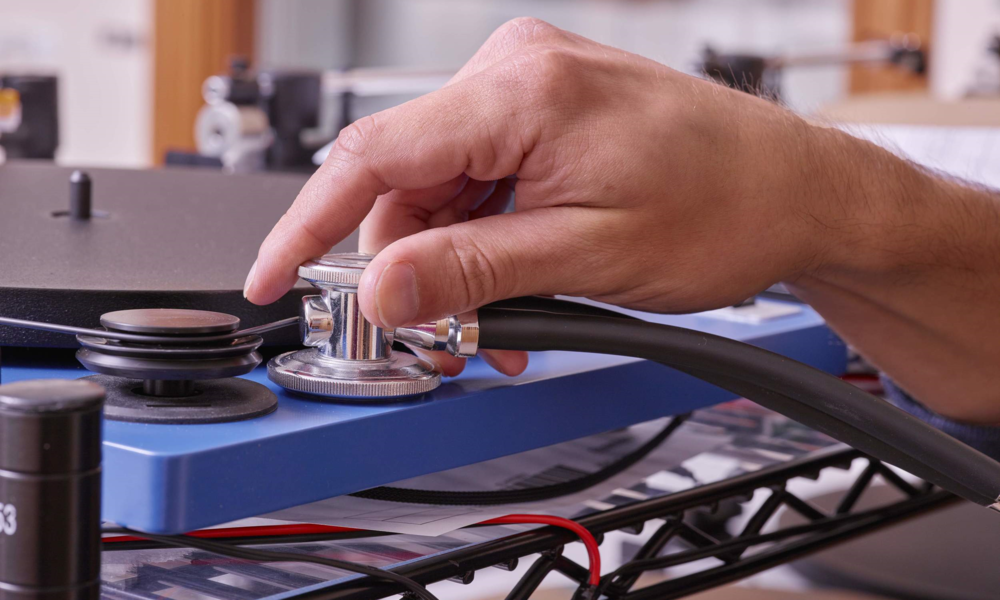
We have built checks and measurements into each step of the assembly process, but we also put every turntable through a final set of qualitative and quantitative tests. The very last step is listening to a portion of a familiar record on the table - only then can we be certain that it is ready to ship.

Then it's off to packaging and shipping. Boxes are built, accessories are bagged, and turntables are polished, labeled, and sent out to customers across North America.

The production floor is where most of the magic happens.

And here is the whole team, straight up cheesing.